Proven Expertise in Piezoceramic Manufacturing
CeramTec has perfected the methods and techniques of the piezoceramic manufacturing process over many decades.
Systems managed in compliance with TS 16949 standard specifications form the basis of a production system that meets even the most exacting quality requirements in vehicle and safety technology. A product mix of over 90% customer-specific components testifies to the flexibility of CeramTec’s manufacturing systems, which produce sample specimens with the same precision as standardized mass-produced parts. Notwithstanding the diversity of material compositions formulated to meet the requirements, the piezoceramic manufacturing process follows a basic scheme:
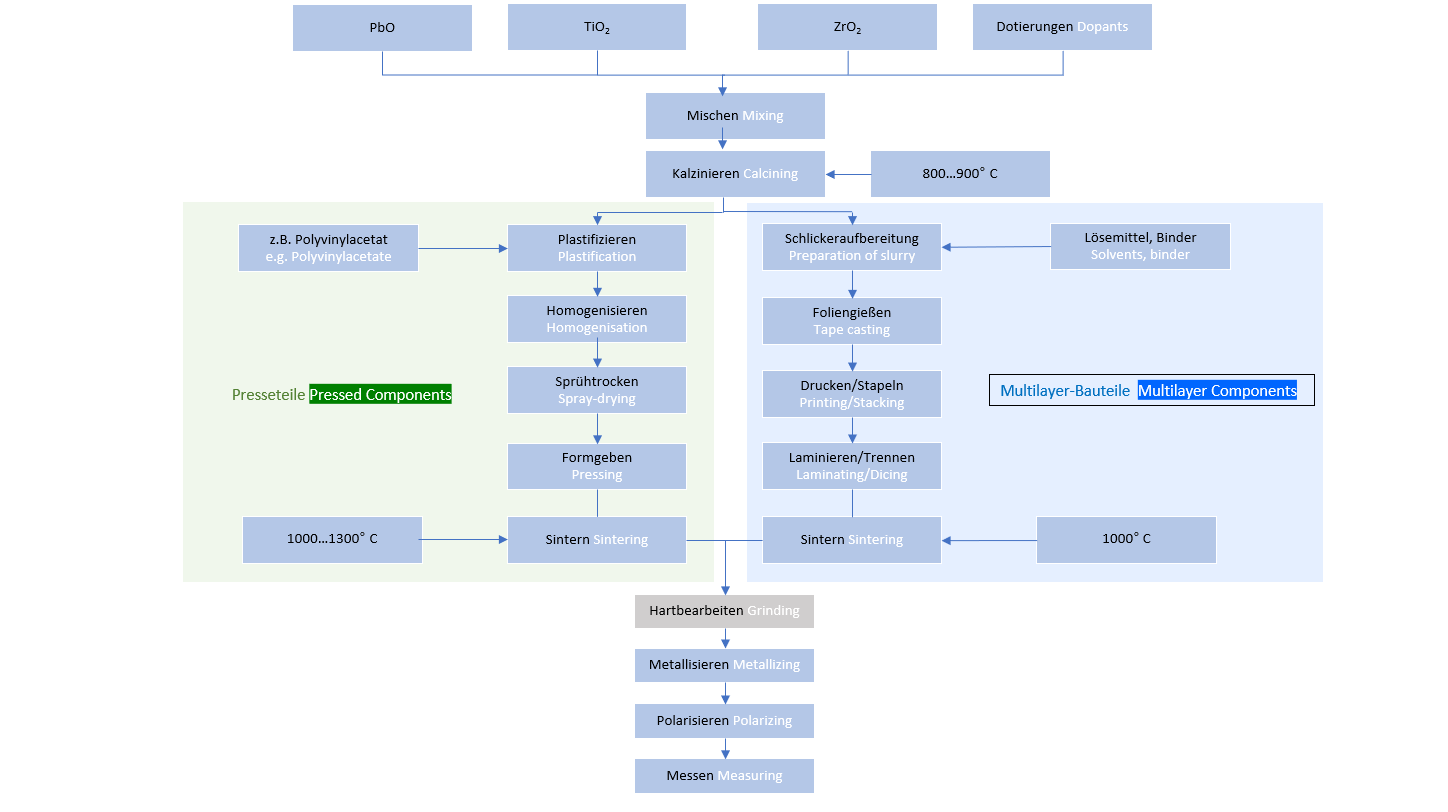
Production normally involves a powder preparation process in which oxide raw materials are mixed to obtain the defined chemical product composition. Further steps include the compaction of the conditioned powder and a forming stage such as dry pressing. The ceramic blank is then sintered at temperatures between 1,000°C and 1,300 °C in a continuous tunnel-style electric furnace. In the course of this sintering step the product develops its polycrystalline ceramic structure.
The sintered piezoceramic component is mechanically finished by grinding, lapping, polishing, and sawing to assure its geometrical dimensions and surface finish remain within the specified narrow tolerances. The geometrical dimensions of the product and the material coefficients determine its functional characteristics such as capacitance or resonant frequency. Electrical connections are usually made by applying silver electrodes in a screen printing process with subsequent sintering at approx. 600°C. This is followed by the polarization step in which the product is exposed to an electric DC field (2 to 3 kV/mm) at temperatures between 80°C and 140°C to achieve the appropriate dipole orientation within the ceramic.
In the final outgoing product inspection, the component is tested for a wide range of parameters (e.g. geometrical dimensions, adhesion strength of the silver metalization layer). Its piezoelectric data are recorded prior to shipping. The parameters to be inspected and the severity of the test conditions are defined together with the customer on an individual basis. In-process inspections and a TS 16949 compliant manufacturing process assure a high quality level even in maximum volume production.
