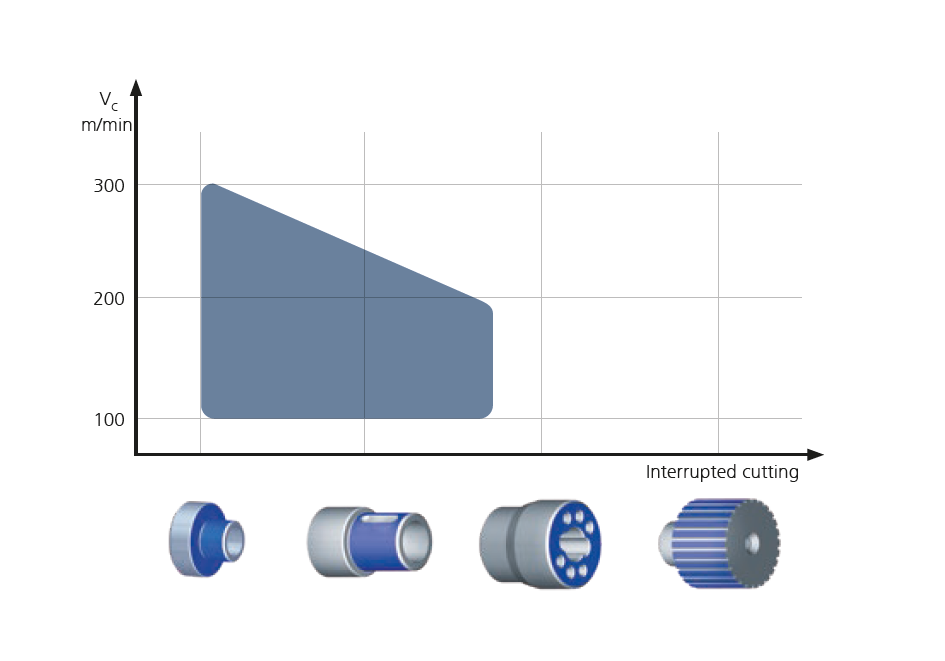
Components made of sintered metals are manufactured close to the contour. For machining, this means that only functional surfaces with a small allowance have to be machined. The workpieces produced in the sintering process have a residual porosity after sintering. This places high demands on cutting materials in terms of their edge stability, toughness and hot hardness.
The cutting material BHT430, with its particularly fine CBN grain and optimised bonding phase, has been adapted to the machining of sintered steel. The cutting material reliably handles the associated typical thermal and abrasive load profile of the cutting edge. This makes the BHT430 grade suitable for turning sintered metals as well as hardened steels.